1、轧辊埋弧焊接操控概述
埋弧焊是一种重要的焊接办法,其长处是焊接时将弧光埋起来,对人及环境的影响十分小。
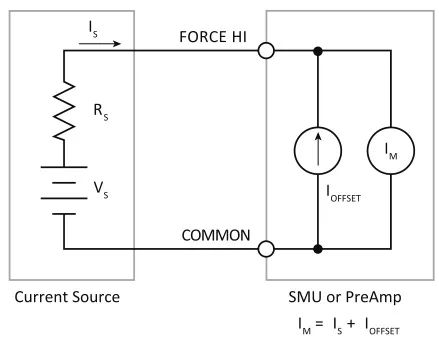
埋弧焊施焊有三个根本环节:在焊件待焊接缝处均匀堆敷满意颗粒状焊剂;导电嘴和焊件别离接通焊接电源南北极以发生焊接电弧;主动送进焊丝并移动电弧和焊件施行焊接。埋弧焊主动操控技能包含两个方面:对主动焊进程的次序操控,完结三个根本环节操控;对弧焊设备和焊接进程的主动操控,包含弧焊机输出特性的操控,焊接进程主动盯梢及焊接进程的自适应操控等。
2、现场总线概述
现场总线是在智能现场设备和主动化体系间供给一个全数字化的、涣散的、双向的、多点的通讯链接的一种工业数据总线。现场总线技能及规范是全开放式的,从总线规范、产品检验到信息发布都是揭露的,面向一切的产品制造商和用户。
智能化、数字化、信息化、网络化、微型化、涣散化代表着当今自控技能发展的干流方向,而现场总线正是促进操控体系适应这一发展方向的重要技能。FCS是继DCS之后的新一代操控体系,也是现在工业主动化的开发热门之一。其杰出特色在于克服了DCS中通讯由关闭的专用网络体系完结中所发生的缺点,一起把会集与涣散相结合的DCS集散操控结构,变成新式的全分布式结构,把操控功用完全下放到现场,依托现场智能设备自身完结根本操控功用。现场总线操控体系是运用现场总线技能对传统的集散操控体系进行改造,完结了数字化的信息传输,通讯质量和连线方法上都有较大打破。
轧辊焊接设备FCS废除了DCS中选用的“操作站-操控站-现场设备”3层主从结构的方法,把输入/输出单元、操控站的功用涣散到智能型现场单元中去,任何一个单元呈现毛病只影响自身而不会危及大局,这种完全的涣散型操控体系使体系愈加牢靠。轧辊焊接设备FCS可选用多种网络拓扑结构,给主动化体系的施工带来极大的便利,布线较DCS节约经费。根据以上FCS的长处,本规划运用现场总线技能组成现场总线操控体系,完结焊接设备的主动化操控。
3、轧辊焊接操控体系硬件规划
3.1 现场总线选型
PROFIBUS现场总线是西门子公司开发拟定的一种现场总线规范,是在国际上比较盛行的一种现场总线。PROFIBUS的网络协议是以ISO公布的OSI规范七层参阅模型为根底的,对第三层到第六层进行简化,他的规范适应性强。PROFIBUS现场总线根据令牌协议与主从轮询相结合的存取操控方法,主站以主从方法与从站通讯,各主站之间由令牌协议决议总线操控权。因为PROFI-BUS现场总线技能上的老练性和开放性,以及实践运用中的本钱优势,轧辊焊接设备操控体系中选用PROFIBUS现场总线。
3.2 现场总线操控体系组成
PROFIBUS-DP的特色更适用于单台出产机械的组网,规划中选用PROFIBUS-DP现场总线技能来进行组网。轧辊焊接设备主站和从站均挑选PLC,PROFIBUS-DP用于主动化体系中单元级操控设备与分布式I/O的通讯,特别适合于PLC与现场设备间通讯。PROFIBUS-DP扫描1 000个I/O点的时刻少于1 ms,支撑9.6 k~12 M的通讯速率和中继器的扩展功用。轧辊焊接设备FCS网络选用总线型网络拓扑结构,网络介质运用RS-485规范屏蔽双绞线。PROFIBUS-DP是制造业主动化首要运用的协议内容,是一种高速低本钱通讯计划,能够满意在长轧辊焊接进程中要求的快速性和实时性。
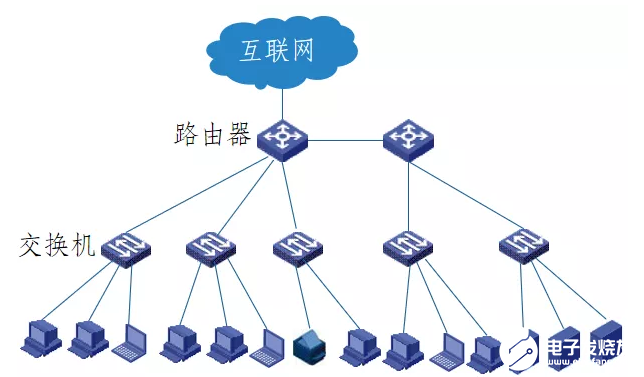
轧辊焊接设备FCS装备适当灵敏,组网方法多种多样。轧辊焊接设备现场总线操控体系如图1所示。PRO-FIBUS网络的完结首要由带PROFIBUS通讯接口的中央处理器或通讯模块完结,通讯模块有DP主站和DP从站等。本体系为多主多从、单出产厂商设备的DP混合体系。FCS包含2个主站和2个从站。一类主站首要进行和谐操控从站,二类主站进行监督,从站首要进行焊接运动操控。从站为外围设备,没有总线操控权,仅当接受到的信息给予承认或当主站宣布恳求时向他发送信息。
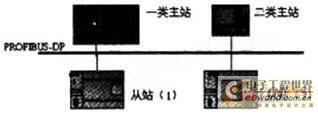
图1 FCS网络结构图
运用西门子S7-300和S7-200系列的PLC,组成FCS中的根本现场操控单元。CPU315-2DP、CPU224XP和TP170A三者之间的通讯协议为PROFIBUS现场总线协议。CPU315-2DP PLC作一类主站,触摸屏TP170作为二类主站,CPU224XP是从站。EM277可作为CPU224XP接入PROFIBUS现场总线专用模块。主站之间的通讯为令牌方法,主站与从站之间的通讯为主从方法。图中两部分从站体系组成相同,能够完结别离加工2根短轧辊和一起加工1根长轧辊。
4、轧辊焊接操控体系软件规划
在主一从体系中,主站与从站选用主-从程序完结通讯。主-从体系答应主站当时有权发送、存取指定给他的从站设备,这些从站是被迫节点,主站能够发送信息给从站或从从站获取信息。S7-300 PLC程序首要进行安排、监督和和谐等方面作业。S7-200 PLC包含主程序、中止程序和各种功用子程序,首要进行详细的运动操控、通讯等操作。
4.1 一类主站CPU315-2DP软件规划
S7-300 PLC程序包含体系组态,数据核算与处理程序,上位机与下位机通讯程序等。对硬件进行组态是树立现场总线操控体系网络的关键环节,把网络中一切的硬件经过这一环节联成有机的网络。此进程不是简略的线路上的衔接,而是要树立根据PROFIBUS现场总线通讯协议的网络。运用软件M%&&&&&%ROWIN STEP-7 V5.0可完结硬件组态功用和操控软件修改功用。
CPU315-2DP操控程序首要是进行监督从站作业状况和长轧辊焊接时进行两台CPU224XP的和谐操控。焊接长轧辊时两台从站CPU224XP和谐操控在此处是个难点,首要要由CPU315-2DP向两台CPU224XP从站发时钟信号,使用现场总线即可完结,通讯协议是PROFIBUS现场总线通讯协议。然后设置好两台CPU224XP的实时时钟,这样在焊接长轧辊时使用两台从机的时钟,按必定时序进行加工,可确保焊接正常有序进行。