在锯片磨削进程中,因为机床本身运动差错和砂轮磨损,导致数控体系的指令磨削量与实践磨削量呈现较大差错(严峻时实践磨削量简直仅为指令磨削量的一半),然后形成锯片厚度难以操控,出产率低一级现象。一般的数控锯片磨床选用刀具半径固定补偿的办法,对磨削差错(首要是砂轮磨损量)进行补偿;但因为砂轮磨损量受磨削参数、锯片原料和砂轮原料等许多要素的影响,因而,很难到达磨削差错精确补偿的意图,致使锯片磨削尺度精度难以操控、出产率较低一级问题至今无法得到底子处理。本文针对原数控锯片磨床的缺陷与缺乏,探讨了在华中数控世纪星18i数控体系的基础上,经过增设锯片厚度实时在线主动丈量功用,数控体系依据丈量值与理论值的联系,确认磨削差错,并在磨削进程中进行差错实时补偿,然后完结对锯片磨削进程全闭环操控的办法。
1 全闭环锯片磨削的操控技能
1.1 全闭环锯片磨削的加工工艺
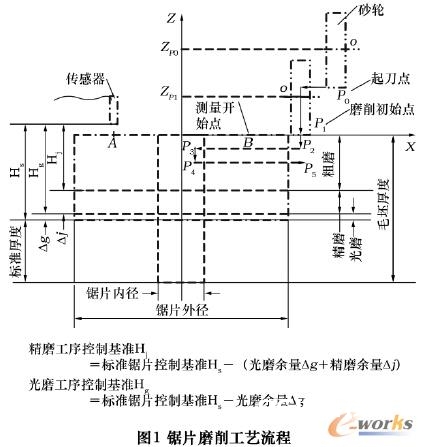
在实践加工中,锯片磨削分为粗磨、精磨和光磨三道磨削工序,用户能够经过人机界面,设置各工序的磨削余量、进给量和磨削速度等参数。全闭环锯片磨削工艺流程如图1所示,磨削前砂轮处于起刀点P0的方位;磨削加工开端,首要完结毛坯厚度的丈量,判别是否满意正常磨削条件(即毛坯厚度应不超越规则公役规模),若满意条件,则核算出砂轮在磨削初始点P1时其中心的坐标值ZP1,以及第一次进行磨削的砂轮理论进给量和磨削速度,反之,发生报警信息并退出加工。当毛坯丈量完结,且满意正常磨削条件时,砂轮从起刀点P0快速运动到磨削初始点P1,开端磨削循环加工。一个磨削循环的途径为:Z轴进给→X轴由外向中心进给→Z轴进给→X轴由中心向外退出。每完结一个磨削循环,体系便对锯片厚度进行一次丈量。依据锯片厚度的丈量值,核算本次磨削循环发生的磨削差错,以磨削差错实时补偿准则,确认下一个磨削循环的加工参数,随后继续进行磨削循环加工;当锯片厚度丈量值≤进入精磨的理论厚度或进入光磨的理论厚度时,别离进入精磨工序的磨削循环加工或光磨工序的磨削循环加工;当锯片厚度丈量值与锯片规范厚度之差在答应的公役规模内时,整个磨削循环加工完毕,砂轮快速返回到起刀点P0,磨削加工进程完毕。关于同批量锯片的磨削加工,将新锯片毛坯装置好后,不作任何调整,只需按下循环发动键,则体系完结主动加工。
1.2 全闭环锯片磨削的操控战略
1.2.1 全闭环锯片磨削机床体系结构
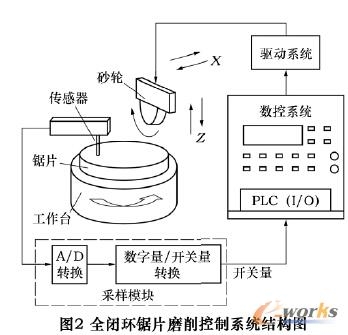
全闭环锯片磨削机床体系是在华中数控世纪星18i数控锯片磨床基础上,经过增设依据电涡流位移传感器的丈量体系而构成的,体系结构如图2所示。丈量体系由量程为0~4mm的电涡流位移传感器和采样模块组成,完结对锯片外表与传感器丈量头之间间隔的在线丈量。传感器输出的正比于间隔值的电压信号,经采样模块首要转化为12位数字量(丈量灵敏度约为:0.001mm/位),再转化为数控体系PLC的I/O接口能辨认的开关量信号。在每一次丈量期间,数控体系的PLC以8ms的履行周期,对I/O接口的丈量值进行150次采样。150个数据反应到数控体系后,经滤波处理和数据转化,取得实践锯片厚度值。
1.2.2 全闭环锯片磨削的操控战略
全闭环锯片磨削体系对磨削加工进程的操控挑选G代码程序操控办法。不过,因为在磨削加工进程中,磨削工序类型、加工参数和磨削工艺流程,均由锯片厚度的丈量值实时决议,而规范的G代码程序不具备从数控体系外部I/O接口获取丈量数据的才能,为此,有必要对数控设备的体系软件进行相应的开发,创立一个软件磨削操控器。软件磨削操控器首要完结对来自数控体系外部I/O接口的丈量数据的采样核算,并将核算信息实时传递给G代码程序,然后完结由锯片厚度丈量值实时操控磨削加工进程的操控思维。由此可见,全闭环锯片磨削加工的操控战略是使用G代码程序和软件磨削操控器彼此和谐运转,共同完结对磨削加工进程的操控。本体系中,G代码程序与软件磨削操控器的履行选用并行运转办法,其操控的首要原理是:每逢G代码程序履行到特定方位时,如图中砂轮由X轴从中心向外退回到与传感器丈量头装置方位A点对称的B点方位时(图1),由G代码程序激活软件磨削操控器,再由软件磨削操控器发动丈量体系,对锯片厚度进行采样核算。磨削操控器依据本次丈量值,进行一系列的判别,如毛坯是否满意正常磨削条件、磨削加工是否完毕等;若加工没有完毕,则确认下一次磨削循环的磨削工序类型,并经过前后两次磨削循环后的丈量值,确认本次磨削循环的实践磨削量Δ′Z,按式(1)核算出本次磨削循环的磨削差错δZ和砂轮的磨损量ΔR;并以差错实时补偿准则,按式(2)核算出下一次磨削循环的理论磨削量Δ*Z(即G代码Z轴指令值)和确认磨削速度;终究,将本次判别和核算信息传递给G代码,终究经过G代码程序完结对磨削进程的直接操控。
因为本体系经过实时丈量能反映砂轮Z轴实践进给值的实践磨削量Δ′Z,并对砂轮Z轴理论进给量Δ*Z进行实时批改,直到砂轮实践Z轴总进给量等于理论总进给量时,才完毕磨削加工。因而,完结了砂轮Z轴的全闭环操控,保证了锯片厚度的加工精度。一起,因为砂轮磨损量的实时补偿,减少了磨削循环次数,提高了出产功率。
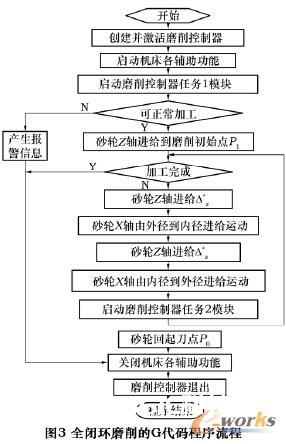
1.3 全闭环锯片磨削加工的操控流程
为了便于操控,本体系将全闭环磨削进程分为三个操控工艺阶段,一是砂轮从起刀点P0快速、精确地运动到磨削初始点P1;二是砂轮以相同的途径进行粗磨、精磨和光磨的磨削循环加工;三是砂轮快速、精确地回到起刀点P0。在规划G代码程序的流程时,除完结以上三个工艺阶段的运动操控外,一起考虑到节省体系资源,软件磨削操控器只在履行到特定G代码时才被创立并激活,以履行相应的使命,因而,G代码程序还承当操控软件磨削操控器的使命。归纳考虑,本体系的G代码程序流程如图3所示。
相同,因为G代码程序的履行流程和指令值取决于软件磨削操控器实时采样核算结果,因而,软件磨削操控器反过来又要操控G代码程序。考虑到在不同的磨削操控工艺阶段,软件磨削操控器所完结的功用不同,将其划分为两个使命。使命1首要完结第一个操控工艺阶段中的功用,即对锯片毛坯厚度的采样核算和判别,并将核算信息传递给G代码程序。使命1操控流程如图4所示。使命2首要完结第二个和第三个操控工艺阶段中的功用,即在磨削循环进程中每次对锯片厚度进行采样核算,并将信息传递给G代码程序。除此之外,当锯片厚度满意尺度要求时,使命2中还应按式(3)核算出砂轮回到起刀点P0时其中心的坐标值Z(N+1)P0(因为砂轮磨损,此值与磨削前的坐标值不相等);一起及时保存此刻锯片厚度的丈量值HNend和砂轮中心的Z轴坐标值ZNend,用于鄙人一个锯片磨削加工时,软件磨削操控器在使命1中,按式(4)进行毛坯磨削起始点坐标值Z(N+1)P1的核算。这样,便完结了无需作任何调整就能主动完结批量出产的要求。使命2操控流程如图5所示。