子午线轮胎出产进程中胎面定长裁断是其要害工序之一,胶料投入挤出机后压出并经牵引拉伸、冷却及定长裁断后得到轮胎胎坯。胎面裁断定长检测的操控进程是一个先裁断定长、后单条称重的操控进程[1]。开发一套具有高切开精度(包含加工端面倾斜度和光洁度及定长剪切长度的精确度)、能够习惯高裁断速度的胎面裁断设备,不论从进步产值、削减废品率仍是从进步质料的利用率来说都显得极为重要。
本文首要论述一种使用现场总线和伺服操控技能来完结较高定长裁断精度的操控体系。体系的运转目标如下:
l 高运转速度不低于30m/ min;
l 设定长度大于lm时,定长剪切差错小于2 ‰;
l 切开端面倾斜度和光洁度以满意下段工序的要求为规范。
裁断体系的设备组成及功用简介
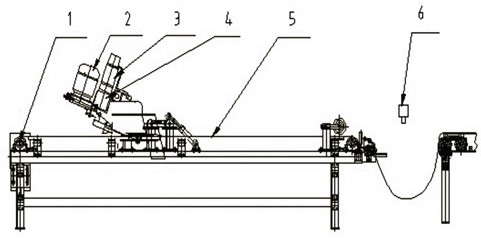
图1 裁断体系机械部分示意图
机械部分组成
裁断体系由如图1所示几部分组成,下面别离介绍它们的组成和功用。
1-传送带伺服电机 2-裁刀电机
3-刀架伺服电机 4-刀架直线导轨
5-传送皮带 6 -超声波传感器
裁断设备由定长运送设备、裁刀设备、压胶设备、刀架滚动设备等组成。定长运送设备的结构为低台式,传送带由沟通伺服电动机驱动,可满意裁断定长精度高的要求,速度在必定的范围内可进行高精度无级调速。裁刀设备由裁刀刀架和刀架传动设备两部分组成,裁刀、微型气缸和电机装置在裁刀刀架上,裁刀刀片在电机带动下高速旋转,由微型气缸带动升降,裁胶时放下,回程时抬起,裁刀刀架在由伺服电机拖动的力士乐高精度直线运动导轨上来回移动以切开胎面。压胶设备为海绵滚筒和由气缸带动的能够抬起和压下的压刷,是为了在裁断进程中压住胎面避免打滑。整个裁刀传动设备可绕一笔直心轴滚动,然后调整裁断视点。
冷却后的胎面经储存槽进入裁断定长运送皮带上,在储存槽上方装有超声波传感器,检测胎面储存的程度,使运送带以不同的速度运转;传送带伺服电机发动运转,一起直接装在轴上的旋转编码器开端脉冲计数,电机拖动运送皮带向前跋涉,当胎面长度到达预设值时,运送带经减速后中止运转;此刻压胶设备压刷在气缸带动向下压紧胎面,刀架伺服电机带动刀架从初始端快速沿直线导轨向另一端跋涉并裁切胎面;在裁切胎面的进程中,喷水电磁阀动作并向切刀喷水,切开结束后,压胎面设备升起、切刀抬起,直线导轨上的裁断刀架退回到初始方位并中止运转、喷水电磁阀中止喷水,一起切刀放下,全部康复到初始状况,以便再次发动。
电气操控部分组成
该操控体系选用Profibus现场总线传输功率最高的单主站线型网络拓朴结构,网络拓扑结构如图2所示。依据整条出产线的要求,选用了西门子s7-315-2dp为主控plc,其间plc作为dp主站。2台驱动电机的力士乐dkc伺服操控器和2个肯定位移编码器接入力士乐clm1.4-lap方位操控器,方位操控器自身带有dp接口,能够直接连接在profibus总线上,作为现场总线操控体系的从站,而且可经过主站完结长途参数装备。操控台上各种操作和显现要求较多,裁断长度的设定与实践值,刀架左右移动的行程及速度,手动操控信号,以及某些体系参数的修正经过tp270来完结,tp270是西门子公司的根据windows渠道的功用强大的操作终端。

裁断体系的检测设备包含各类非触摸式行程开关、超声波传感器和肯定位移编码器等,用于丈量机械位移、运转速度,确保了裁度伺服操控体系有序、安全、牢靠的运转。状况检测信号接入力士乐方位操控器clm开关量输进口(端子x3中的e1-e16),包含切刀、压刷的抬起与落下到位信号,刀架左右限位信号,刀架定位原点等。切刀、压刷、喷蒸汽阀的动作由开关量输出口(端子x4中的a1-a16)输出操控。超声波传感器装置于定长传送带前端与前级胎面运送带后端的储存槽内,其检测到的胎面在储存槽方位凹凸信号(0-10v)经过模拟量输进口输入到plc。别离检测传送皮带和刀架方位的两个位移编码器接入方位操控器clm(端子x1、x2)。