由蚌埠玻璃工业规划研究院蚌埠华裕机电设备有限公司开发规划和制作的平板玻璃水平辊道式钢化机组,其自动操控体系选用了北京和利时体系工程股份有限公司的FODCS和和利时公司PLC产品体系。
其工艺进程是:首先将处理好的平板玻璃送入电炉加热到600℃,然后将红热的玻璃送入到风栅进行淬冷钢化,然后到达进步玻璃外表应力的意图。玻璃被加热到必定温度时会产生软化,而玻璃的加热、钢化都是在辊道上进行的,为了确保玻璃的平整度,有必要使玻璃处于不断的往复运动中,对电炉和风栅辊道往复运动操控的好坏也成为整个机组操控中的一个关键环节。电炉炉膛的有用长度为4.8m,要求能够加工的最长玻璃尺度是4.5m,因而在每一炉十几分钟的往复运动中玻璃间隔前后炉门的方位要坚持定值,不然就有撞炉门的风险。
考虑到以上要素,要求操控体系不只要有极高的可靠性还要有极高的实时性,因而要凭借PLC 灵敏,运算速度快的特色,在PLC 上针对以上工艺进程组态。玻璃在炉膛中的运转位移由光电编码器给出脉冲数,直接进入PLC,由PLC 闭环操控伺服电机的正反向运动。PLC 体系分散了体系风险性,其运转周期能够操控在10ms 左右,彻底能够到达操控要求。可是假如彻底运用PLC,很多的温度操控及其他的运算进程用PLC 完成较杂乱,别的很多的添加代码也会使PLC 运转周期加长。由此剖析,假如FODCS 与和利时公司PLC产品 体系联合运用,能够取得很抱负的作用。
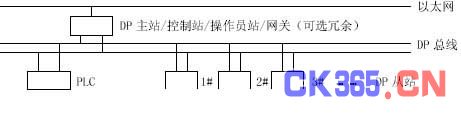
在本套体系中两套设备的互连非常便利,充分体现了现场总线操控体系的长处。从上位软件来看,
FODCS 体系经过解读PLC 的GSD 文件,把整个和利时公司PLC产品 体系视为自己的一个从站(IO 模块),运用数字现场总线连为一体,即一起构成一套操控体系。
FODCS 体系首要担任监测和操控炉膛内的温度均匀然后确保玻璃受热均匀;风冷体系的风机启停、风量操控;显现整个工艺流程并进行人机对话。和利时公司PLC产品 体系首要担任玻璃上片台,进炉进程,在炉中的摇摆,出炉进程,在风栅中的摇摆,到卸片台。