锂离子电池极片涂布进程具有浆料粘度大,涂层厚,基材薄、精度要求高级特色,现在现已广泛选用狭缝揉捏式涂布技能。本文首要介绍了狭缝揉捏式涂布预计量式的特色与涂布量的预估方法;流体的受力状况、流场无量纲参数的意义;以及流体力学有限元对涂布流场的剖析。
锂离子电池是现在功用最优的二次电池产品,在能量密度、功率密度、寿数、环境适应性、安全和本钱方面均有较大的改善空间,锂离子动力电池是混合动力车、、储能体系等应用技能和工程技能的根底。极片制作工艺是制作锂离子动力电池的根底工艺,所以关于此环节所用设备的精度、智能化水平、出产功用的可靠性等要求十分高。现在,锂离子动力电池职业现已遍及选用狭缝揉捏式涂布技能制作电池极片。揉捏涂布技能能取得较高精度的涂层,一起也可以用于较高粘度流体涂布,被广泛应用于柔性电子、功用薄膜、平板显示器、微纳米制作、印刷等很多范畴。
实践工艺进程中,涂布液的均匀性、安稳性、边际和外表效应遭到涂布液的流变特性影响,然后直接决议涂层的质量。选用理论剖析、涂布实验技能、流体力学有限元技能等研讨手法可以进行涂布窗口的研讨,涂布窗口便是可以进行安稳涂布,得到均匀涂层的工艺操作规模,其遭到三类要素的影响:
(1)流体特性,如粘度μ、外表张力σ、密度ρ;
(2)揉捏模头几许参数,如涂布距离H,模头狭缝尺度w;
(3)涂布工艺参数,如涂布速度v,浆料送料流量Q等。
关于揉捏式涂布,在固定的流量下,存在一个涂布速度上限和一个涂布速度下限,介于涂布速度上下限之间的规模即为涂布窗口。涂布窗口上限首要遭到涂布液安稳性的影响,如当流量缺乏,或许涂布速度太快时,涂布液珠开端不安稳,简单发生空气进入、横向波等缺点。涂布窗口下限发生时,如流量过大或许涂布速度过慢,流体无法及时被带走,涂布液珠很多累积,简单构成水窒或许垂流。
而锂离子动力电池极片涂布进程具有其本身的特色: 双面单层顺次涂布,即便现在市场上呈现的双面涂布机也是双面顺次进行涂布的; 浆料湿涂层较厚,一般为 100 ~ 300 μm; 浆料为非牛顿型高粘度流体;相关于一般涂布产品而言,极片涂布精度要求高, 和胶片涂布精度附近;涂布基材为厚度为6~ 30 μm的铝箔或铜箔。
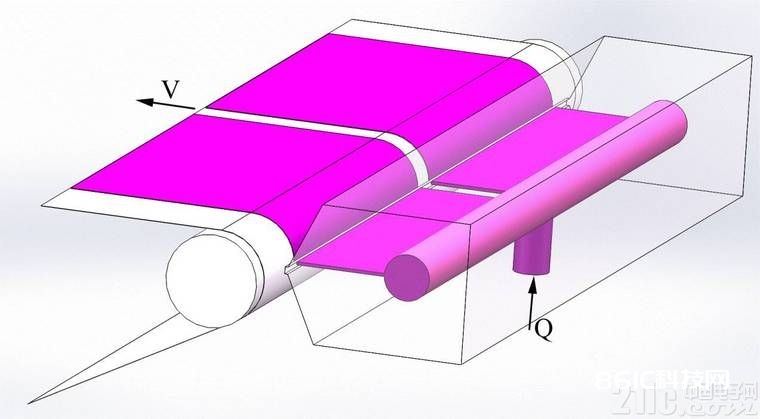
图1 狭缝揉捏式涂布示意图
狭缝揉捏式涂布示意图如图1所示,必定流量的浆料从揉捏头上料口进入模头内部型腔,并构成安稳的压力,浆料最终在模头狭缝出口喷出,涂覆在箔材上,涂层经过烘箱进行枯燥。
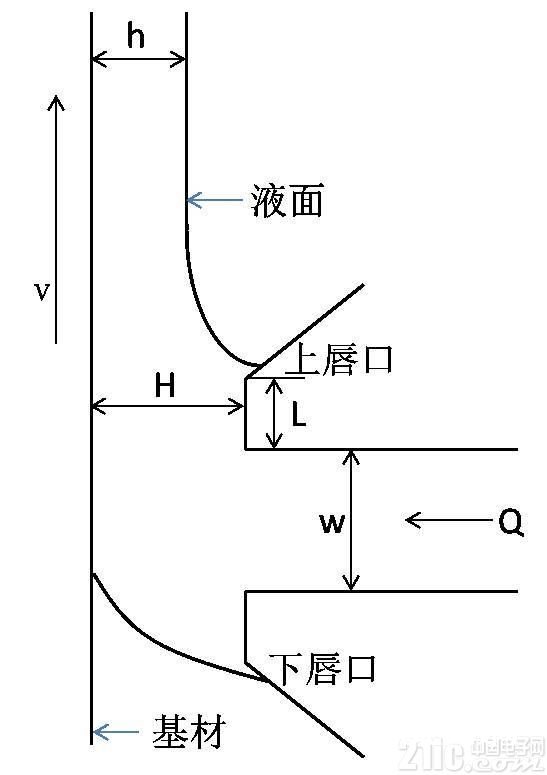
图2 涂布外流场示意图
图2为涂布安稳后揉捏模头到箔材之间的流场示意图,如图2所示,根本参数首要包含揉捏模头到涂辊的空隙H、狭缝尺度w、基材走带速度v,上料流量Q、涂布湿厚h、以及涂层宽度B。狭缝揉捏涂布技能是一种先进的预计量涂布技能。涂布时,送入揉捏模头的流体悉数在基材上构成涂层, 因此涂层湿厚h可以依据式(1)核算:

(1)
涂层枯燥之后,浆猜中溶剂去除,干涂层的面密度可由式(2)核算:

(2)
其间,N为浆猜中固体物质含量,ρ为浆料的密度,Scoat 为涂层的面密度,将式(1)代入式(2)中,可得式(3):

(3)
由式(3)可见,关于密度ρ和固含量N必定的某一特定浆料,给定上料速度Q、涂层宽度B、以及基材速度v时,可以准确预估涂层涂布量,而与浆料流体的流变特性无关。依据这一特性,涂布机可以进步自动化程度,完成智能化自动操控。依据式(2)可知,关于密度ρ和固含量N必定的某一特定浆料,涂层的湿厚与涂层面密度具有线性关系,在涂布出产线上装置在线厚度检测体系,实时检测涂层的湿厚,一起将厚度信息反馈给涂布机,再对螺杆泵上料速度进行操控,然后调理涂布量。将浆料的密度ρ和固含量N等特性录入体系中,涂布速度v确认后,依据式(3)可以对上料速度参数完成智能调理。
如图2所示,涂布时在狭缝外流场的浆料活动进程中,因为基材移动使浆料沿着涂布方向活动,浆料内部相对运动发生彼此的剪切力效果,一起构成一个速度梯度,称剪切速率。剪切应力与剪切速率的份额系数即为浆料的剪切粘度。锂离子负极浆料归于具有剪切稀释现象的非牛顿流体,粘度跟着剪切速率的添加而下降。实践涂布工艺中,剪切速率γ可由式(4)预算:

(4)
其间,v为涂布速度,取值为0.15 m/s;H为模头与涂辊的距离,取值200×10-6 m时,则γ=750 s-1。涂布时,假定剪切速率根本不发生改变,锂离子浆料是剪切稀释的非牛顿流体,粘度μ满意指数粘弹性规则,即可由式(5)表达:

(5)
其间,k为常数系数,n为指数因子,文献[7]报导,关于锂离子负极浆料,k =59.4 Pa·sn,n =0.37。在涂布工艺条件的剪切速率下,锂离子负极浆料粘度μ约为1Pa·s。
浆料在狭缝外流场活动进程中,遭到彼此影响的效果力,包含因为基材移动在流体内部发生的粘性力Fv、流体外表力Fσ、流体从揉捏模头流出冲击到移动的基材减速进程所构成的惯性力Fi、流体所遭到的重力Fg,单位质量流体所遭到的各种效果力分别由式(6)(7)(8)(9)表明:

(6)

(7)

(8)

(9)
其间,μ为浆料粘度,取值1Pa·s;ρ为浆料密度,取值1450 kg/m3;;σ为浆料外表张力,0.0417 N·m;v为涂布速度,0.15m/s;U为浆料在揉捏模头出口速度;h为涂层湿厚。
无量纲物理参数雷若数Re、弗劳德数Fr可分别由式(10)和式(11)界说。假定h≈H时,毛细管数Ca可由式(12)界说:
(10)

(11)

(12)
其间,雷若数Re表明流体从揉捏模头流出冲击到移动的基材减速进程所构成的惯性力Fi与基材移动在流体内部发生的粘性力Fv之比。雷诺数较小时,粘性力对流场的影响大于惯性力,流场中流速的扰动会因粘性力而衰减,流体活动安稳,为层流;反之,若雷诺数较大时,惯性力对流场的影响大于粘性力力,流体活动较不安稳,流速的细小改变简单开展、增强,构成紊乱、不规则的紊流流场。本文中,当核算域进口速度v=0.035m/s时,雷诺数Re=0.0024,其值远小于1,这表明浆料冲击基材构成的惯性力影响不大,浆料活动状况安稳,为层流进程。
弗劳德数Fr是流体的惯性力与重力之比,是用来确认流体动态如急流、缓流的一个无量纲数。当Fr=1时,即流体的惯性力等于重力,流体为临界流;当Fr>1时,流体为急流,代表流速大、流体湍急的活动状况。当Fr1时,重力起主导效果,流体为缓流。本文所示涂布参数下,Fr=0.97,浆料在流场中的状况挨近为临界流。
毛细管数Ca表明因为基材移动在流体内部发生的粘性力与流体外表力之比,本文中Ca=3.597,因为锂离子负极浆料粘度高,涂布进程中粘性力对活动进程的影响大,但是在涂层边际,外表张力的影响也明显,简单引起涂层厚边际现象。
依据流体力学理论,经过对涂布进程的流场的受力状况和流场表征参数进行核算,咱们可以开始断定流场的根本特性,了解涂布进程的现象,及涂布缺点的发生原因。
选用FLUENT软件可以对涂布流场进行有限元模仿,核算域如图2所示。FLUENT选用有限体积法,依据质量守恒、动量守恒方程来确认流体介质的活动特征,其间,VOF模型经过求解独自的动量方程和处理穿过区域的每一流体的体积分数来模仿两种或三种不能混合的流体,追寻流体自在活动界面。涂布流场状况是不行紧缩的空气和浆料气液两相活动进程,不考虑传热。揉捏模头根本几许参数见图2,假定各参数值分别为:
H=0.20 mm,w=0.55 mm,L=0.275 mm,
极片涂层宽度B=250mm,
涂布走带速度v=0.15m/s,
浆料送料体积流量Q=4.8×10-4 m3/s。
假定负极浆料密度为1450 kg/m3,
外表张力σ为0.0417 N/m,
与基材铜箔的静态接触角为50°,
与揉捏模头外壁的接触角为60°。

图3 涂布流场模仿成果(a.浆料散布 b.流线散布 单位:kg/s)
图3为涂布流场模仿成果,涂布安稳之后,核算域内浆料流体的散布状况见图3a,从图中可以取得涂层湿厚,调查揉捏头下方流道流体的状况可以直观断定空气卷进涂层的难易程度,以及是否会发生垂流等涂布缺点。图3b为核算域内浆料流线图,用不同色彩线条表明质点运动轨道,将核算域内浆料的活动状况可视化。
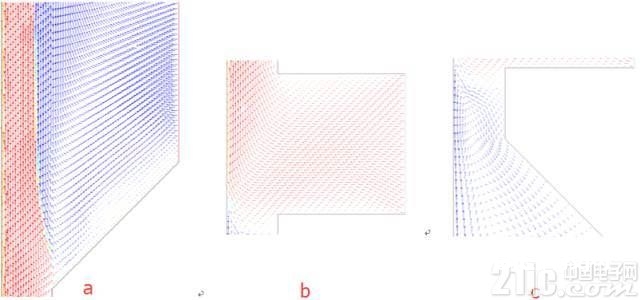
(a)流场上部分区域(b)狭缝出口区域(c)流场下部分区域
图4 流场模仿速度散布,赤色箭头表明浆料速度,蓝色箭头表明空气速度
图4为流场中流体速度散布状况,其间赤色表明浆料的速度散布,蓝色表明空气的速度散布状况。从图中可以看出,浆料活动进程中没有呈现漩涡,依据式(10)可知,雷诺数较小,粘性力对流场的影响大于惯性力,流场中流速的扰动会因粘性力而衰减,流体活动安稳,为层流活动进程。从空气速度散布可知,空气简单从图4c所示流场下部分区域卷进涂层中,影响涂层质量。
流体力学有限元剖析可以直观看到流体的活动状况,更形象地了解涂布活动进程。在涂布工艺揉捏模头方面,选用有限元核算可以完成以下几点意图:
(1)揉捏模头结构规划。为保证涂层的均匀性,有必要保持涂液在模具内的活动速度,不发生停止区域或沉降等问题,然后保证模头狭缝出口速度均匀。对揉捏模头内部流场进行核算可以剖析涂布浆料的活动状况和狭缝出口速度散布,依据不同涂布液的特性,选用有限元剖析可以核算各种不同结构的揉捏模头(包含流道、唇口结构等)内流场状况,咱们快速得到出口速度均匀的适宜模头结构,有用缩短规划周期,下降规划本钱。
(2)上下模头间的垫片结构规划。如Jin G L等针对剪切稀化的非牛顿流体选用流体力学核算方法对揉捏涂布垫片的结构进行了优化,成果发现如图5a所示垫片结构可以取得均匀散布出口涂布液速度。Han G H等针对锂离子电池浆料条纹涂布工艺,相同选用流体力学核算方法对均一型、扩张型、缩短型结构的揉捏涂布垫片进行模仿核算。
(3)涂布工艺优化及涂布窗口确认。经过核算机模仿形象直观展现涂布进程,剖析涂布缺点发生原因和消除方法。如刘大佼等选用流体力学模型核算涂布工艺进程,对涂布窗口模仿结构和实验成果进行了比照剖析。

图5(a)垫片结构及(b)狭缝出口速度散布