1 导言
1.1 因为货架钢结构体系规划与设备上的要求,需要在冷弯型钢的立面、旁边面冲压出一系列的具有必定散布规则和精度要求的孔,在货架立柱的截面形状比较杂乱的情况下很难保证能在冷弯型钢上进行后续加工完结。在货架立柱冷弯成型出产线中导入在线预冲孔加工工序,扩展了货架立柱的截面形状的规划规模,极大地优化了货架钢结构组成机理,特别是当立体仓库(AS/RS)体系在我国的鼓起和广泛开展与使用,对货架立柱的孔位精度提出了更高的要求,如:孔位差错不超越±0.3,孔位累计差错也不超越±0.5等,传统出产工艺和办法已很难完结,咱们知道传统工艺是将资料先开卷成条料,再由人工手动送料,靠简易定位块及经历定位后冲压完结或将相应的冷弯型钢依据必定的冲压原理进行定位冲压完结,精确度低,劳动强度大,出产功率低。
1.2 在冲压主动化出产和压力机改造进程中,既要完结压力机主机的接连作业,又要完结间歇性的送料和取件作业,必定要规划专门的主动送料设备和主动取排件设备,因为毛坯形状、巨细、工艺进程以及主机设备性能上的差异,其主动送料设备也大不一样,近年来,因为沟通方位伺服体系完结的沟通伺服主动送料设备具有体系呼应速度快、速度精度高、调速规模宽、加减速性能好、鲁棒性强、操控活络便利、抗搅扰能力强、作业安稳牢靠等长处,在工业出产中得到了广泛使用。在货架立柱等方位操控精度要求比较高的场合,可选用CNC体系或专用的伺服驱动单元,该计划造价高,根本操控电路和操控原理杂乱,不行预见性影响要素多,但在货架横梁、拉杆等方位操控精度有必定的要求,如:长度操控精度为±1时,选用PLC操控体系完结货架冷弯机组中液压停剪技能是一种性价比很好的挑选计划。
1.3 本文就依据本企业界的进口货架冷弯出产线使用沟通方位伺服体系PID操控办法完结的沟通伺服主动送料设备及其作业原理剖析改造了货架立柱在线冲床主动送料设备,既战胜人工送料的缺陷,又完结了货架立柱冷弯成型出产线的在线预冲孔加工工序的主动送料及加工出产。
2 沟通伺服主动送料设备作业原理
在线预冲孔伺服送料定位操控体系由五部分组成,即计算机(PC)、伺服驱动操控卡、沟通伺服调速体系(沟通伺服操控器、伺服电机及相应的操控电缆)、传感检测及反应、辅佐动作履行体系。如图1所示。

图1 电气操控体系组成原理图
3 主动送料设备剖析及规划原理
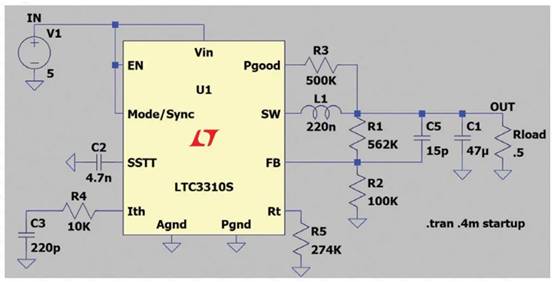
3.1 首要作业动力来源于沟通伺服电机,如图2,当精确测算出体系的详细电机功率和操控节拍要求后,可以挑选配套的沟通伺服操控器和沟通伺服电机,本设备原规划设备的为美国宝德(BALDOR)3.7KW的体系,后因为新产品开发,增加了作业传动负荷,并依据图2所示的作业原理,即动力操控部分与沟通伺服操控之间的方位操控首要经过±10V的模仿信号来完结,不存在对沟通伺服体系的功率约束,故可以将其更换为日本三菱公司的伺服放大器类型MR-J2S-系列的5KW的配套的沟通伺服操控器和沟通伺服电机,并在后期的近四年的使用进程中能很好地完结方位精度操控要求。

图2 驱动动力操控组成
3.2 主动送料设备首要由图3所示的结构组成,⑴光电传感器1#首要反应进入压力机作业区域的钢带存在情况,如:余料、缺料等;⑵伺服电机经齿轮箱向下导料辊传递运送动力,齿轮箱的传动比i(如i=11的规划选型)和电机的转速决议该体系送料定位速度;⑶旋转编码器测出上导料辊(被迫送料及被迫丈量点)经过与板料间的运动传递的方位信号⑷机械抱闸完结定位后的方位固定;⑸光电传感器2#完结压力机的作业操控要求的方位信号的传递;⑹上下模完结在线孔位的冲压;要求压力机冲压吨位配套、机床或模具精度的配套等。

图3 主动送料设备图
3.3 货架立柱冷弯成型出产线的在线预冲孔加工工序主动送料设备由上下一对φ90的导料辊组成驱动动力,依托料板与上下导料辊之间的摩擦力送料,下导料辊由伺服驱动电动机驱动。冲压货架立柱的带钢散布孔在压力机上完结,为保证压力机冲压运动和主动送料运动的和谐,在压力机下作业台平面设备挨近开关,模具上特别规划和设备恰当长度的方位块。当模具进行关闭运动时,方位块挨近挨近开关时,挨近开关输出信号(闭合),此刻不能送料,由电磁或气动离合器(依据压力机的详细类型和操控方法决议)操控模具向下运动冲孔;反之,当模具回来,方位块脱离挨近开关时,挨近开关输出信号(断开),使下导料辊可以开端下一个送料动作循环周期,或使用压力机的凸轮操控器来反映模具或上作业台的详细极限位来设定详细的动作节奏。详细的每模送料步距量值的巨细由PC设置相应的记数脉冲数或长度转化值比较决议,并由与上导料辊相联的角编码器被迫丈量反应相和谐(由程序设定),然后完结冲压板料的可调整、高精度、无堆集差错的步距送料冲压,累积差错由程序中设置的差错补偿算法或人工在线批改等手法处理,保证货架立柱的高品质孔位间隔。
3.4 设备体系中的主动送料设备战胜了货架立柱预开平钢带人工送料的缺陷,具有操作简略、作业牢靠、操控精度高级特色,可大大进步劳动出产率,合作高速高精度压力机可完结70次/分的作业频率,作业压力到达2500KN以上,其可组成独立的作业体系。
4 操控体系硬件规划
4.1 输入信号:①冲头方位检测元件:用挨近开关检测或压力机的凸轮操控器操控;②有无料板的检测元件:用光电开关检测或用行程开关操控;③料板张紧检测元件:用触摸开关检测;④料板堆积检测元件:用光电开关检测或用行程开关操控;⑤操作按钮:操作面板上的开端、中止、急停等开关信号。
4.2 输出信号:①操控压力机作业循环;②操控伺服电动机:上下导料辊伺服电动机的正、回转及定位;③操控抱闸动作:依据方位操控要求,完结抱闸动作的开合,决议上下导料辊的运动;④指示灯:开端、电源指示灯等(部分可共用压力机上的指示灯);其他如毛病报警信号等。 4.3 沟通方位伺服操控器作为下位机用来操控沟通伺服电机的启、停,速度的调整,首要承受来自主控微机经数模转化变成的模仿操控电压,并输出给伺服放大器,终究调理沟通伺服电机的正、反运动及调整。
4.3 沟通方位伺服操控器作为下位机用来操控沟通伺服电机的启、停,速度的调整,首要承受来自主控微机经数模转化变成的模仿操控电压,并输出给伺服放大器,终究调理沟通伺服电机的正、反运动及调整。
5 操控体系硬件规划的几个首要问题
5.1 输入信号的操控精度:要尽量挑选丈量辊的圆周长与增量式光电码盘的每转脉冲数的比值小的产品,其决议了反应操控信号的丈量操控精度;方位挨近开关的感应间隔要小而活络,选用1200线/转的光电编码器作反应元件,与被迫丈量辊同轴设备,就可以精确测出电机的有用转速。因为光电编码器是由激光照耀光珊宣布脉冲的,而光珊设备在光电编码器的转轴上,转轴每转一周(3600)编码器就发生1200个脉冲,该脉冲只与转轴速度有关,而与实践伺服电机的作业速度、电机温度等无关。因而,只需精确测出光电编码器的脉冲个数,就可切当知道电机的有用转速、实践送料长度等,一起依据设定值计算出电机每秒钟应滚动的理论值并与丈量值进行比较,将差错值转化成数字量输出到D/A芯片的输入端,然后改动其电压输出,由伺服体系操控电机的转速,然后到达恒速、定位准停操控的意图。
5.2 实践作业中因为伺服体系作业电流较大,关于微机搅扰较大,故在硬件电路规划时应考虑到体系的阻隔和搅扰问题。因为选用的是串行D/A。信号的传输只用三根线,故采纳阻隔办法相对简单些。而光电编码器作业也简单遭到搅扰,因而除了正常的接地外,还要将光电编码器输出线中的地线牢靠接地。
5.3 输出信号的操控精度:如压力机、机械或气动抱闸的呼应周期的规划或挑选要尽或许小,模仿操控信号要与详细的伺服体系相配套规划和调试等。
5.4 体系的机械精度操控在必定差错规模内,电气操控精度(编码器脉冲)就可得到进步,鲁棒性强,可以在许多场合到达较高精度方位操控的要求。
6 操控体系软件
6.1 程序的首要功能是:人机对话调整产品出产数据和PID参数整定;完结PC及各模块间的数据传递和处理,方位环PID操控算法及操控伺服电动机运动,完结各相关设备动作等。
6.2 程序首要作业在DOS操作体系下,产品工艺参数、PID参数整定等为开放式规划,便于对实践出产进程进行整定调整,其它比如:冲压步距的设定及调整、必定长度值下每个输出脉冲数的对应调整、压力机操控精度、伺服送料精度和伺服送料长度值的设定与调整等均为开放式规划。
6.3 主程序规划中考虑了部分设备的毛病预警程序段,极大地进步了设备的可操作性和对产品出产质量的操控,也在必定程度上降低了设备的毛病查看时刻。
7 定论
实践使用标明:挑选合理的PID参数可以满意操控体系呼应速度快、速度精度高、鲁棒性强的要求,实践使用操控精度最高在±0.1mm左右且可防止累积差错。该操控体系可使用于高精度开口系列冷弯型钢产品的出产中,特别是相似货架立柱的产品,即对冷弯型钢立、旁边面具有孔位高精度要求的在线预冲孔的冷弯成型出产线上。既满意了货架产品方位精度、立面旁边面冲孔操控精度等方面的要求,又进步了产品质量,降低了批量出产成本。具有必定的推行含义。