参数、工艺约束和规划指引一同发明一个成功的工艺窗口和电路板规划定位。
超小型足印(footprint)的无源元件,如0.01元件,是电子工业的热门话题。这些元件适应高输入/输出(I/O)元件而存在,如芯片规划包装(CSP)和倒装芯片(flip chip)技能,它们是电子包装小型化的需求。图一把一个0201的尺度与一个0805、0603、一只蚂蚁和一根火柴棒进行比较。0.02 x 0.01“ 的尺度使得这些元件当与其它技能结合运用的时分,对高密度的包装是抱负的。本文将对现已宣布的文章或着作作广泛的回忆,杰出电路板规划的指引方面,和界说印刷、贴装和回流的工艺窗口。本文也包含为了发生一个安稳的工艺窗口和电路板规划而对电路板规划参数、工艺约束和工艺指引所作的查询课题。对课题各方面进行评论和给出试验性的数据,但由于该课题正在进行中,最终的数据修改还有待宣布。

驱动力
遭到带着微型电话、传呼机和个人辅佐用品的人的数量添加的驱动,消费电子工业近来十分火爆。变得更小、更快和更廉价的需求驱动着一个永不中止的前进微型化的研讨技能的需求。大多数微型电话有关的制作商把0201施行到其最新的规划中,在不久的将来,其它工业范畴也将选用该技能。在轿车工业的无线通讯产品在全球定位体系(GPS, global positioning systems)、传感器和通讯器件中运用0201技能。别的,公司在多芯片模块(MCM, multi-chip module)中运用0201技能,以削减整体的包装尺度。和这些MCM元件一同,0201技能现已更挨近半导体工业,因其直接与裸芯片包装,铸模在二级电路板安装的包装内。有必要完结许多研讨,以界说出焊盘规划和印刷、贴装、回流的工艺窗口,从而在全面施行0201之前到达高的第一次经过合格率和高的产值。
电路板规划指引
现已有几个对选用0201无源元件的电路板规划指引的研讨。大部分经过改变焊盘尺度、焊盘几许形状、焊盘对焊盘距离和片状元件与元件的距离,来查询规划。重要的规划方面包含缺点最小化和添加元件密度,一同缩短整个印刷电路板的尺度。以下是或许受焊盘规划所影响的首要缺点:
石碑(Tombstoning) 该缺点的发生是当元件由于回流期间发生的力而在一端上面自己升起的时分。一般,石碑发生是由于元件贴装在相应的焊盘上不平衡,一端的焊锡外表能量大于另一端。外表能量的不平衡引起一端的扭矩更大,将另一端拉起并掉落焊盘。小于0603的元件比较大的无源元件更简单构成石碑。对0402和0201元件,焊盘规划可削减或乃至避免石碑。焊盘横向延伸,纵向削减可削减引起石碑的纵向力。回流进程也会影响石碑缺点。假如升温斜度太大,元件的前端进入回流区或许在另一端之前熔化,将元件立起。
焊锡结珠(Solder beading) 焊锡球数量是一个进程方针,由于焊锡膏中运用的助焊剂而附着于无源元件,一般坐落元件身体上。焊锡珠,当运用免洗焊锡膏时由于助焊剂残留和短少其它锡膏类型一般运用的清洗进程,是常见的,它标明进程现已偏出了工艺窗口。一般,结珠的发生是由于焊盘太挨近一同,过大的焊盘和过多的锡膏印在单个焊盘上。以高速贴装0201无源元件或许引起锡膏溅起锡膏”砖“.这些溅起的锡膏在元件周围回流,引起锡球,在IPC 610 中界说为缺点。这是超小无源元件上最常见的缺点。如上所述,规划指引能够用来操控这些类型的缺点,以及了解工艺窗口。有人引荐,0201焊盘规划来约束锡膏在元件长边上的触摸角,而延伸焊盘的横向尺度,答应更大的触摸角1,2,3.与这种焊盘规划相关的力将趋向于作用在元件旁边面,答应更多的自己对中,而削减引起”石碑“的力。
焊盘距离也或许操控焊锡球化缺点。研讨标明,焊盘中心对中心应该在0.020~0.022”之间,边对边的距离大约为0.008~0.010“.焊盘规划应该到达贴装东西的精度。还有研讨标明,关于无源元件,沿纵向轴的康复力比较大,但假如元件贴装有纵向偏移,那么该元件有必要与两个焊盘触摸,确保两个不同的力来自己定位。因而,假如贴装机器只要0.006”的精度,贴出0201的偏移太大,那么元件将不会自己定位。表一列出了引荐用来削减石碑和焊锡结珠的焊盘尺度和规划。

表一、0201焊盘规划引荐
不幸的是,只要很少的出书数据解说关于其它电路板规划变量,特别是元件对元件距离的约束,工艺窗口在哪里。元件距离可受各种要素影响,如板的放置和0201元件的贴装。为了了解规划指引的工艺窗口,一项十分广泛的研讨正在进行中*.用于该研讨的板如图二所示。规划包含各种焊盘尺度,元件方向( 0°, 90°和±45°),元件距离(0.004, 0.005, 0.006, 0.008, 0.010 和 0.012“),连到焊盘的迹线厚度(0.003, 0.004 和 0.005”)。0201焊盘名义尺度为0.012 x 0.013“ ,和改变 0, 20 和 30%.焊盘到焊盘距离为0.022”.0201元件别离贴放挨近其它的0201, 0402, 0603, 0805 和 1206,元件距离如上所述。迹线厚度是有改变的,对0201和0402两者,都有两个焊盘之一坐落地线板上。这是要查询无源元件对吸热的影响。
印刷
许多存在于印刷先进技能包装,如CSP、微型BGA和倒装芯片等,的相同的问题与规矩对0201元件的印刷是平等重要的。对那些比其它板上元件小几倍的开孔,运用较厚的模板和相同的锡膏进行印刷简直是不或许的。有关0201工艺的遍及提出的问题包含模板厚度、开孔的尺度、锡膏类型和要求的开孔几许形状。
现在,了解锡膏怎么从不同厚度模板的各种开孔尺度和几许形状中开释的作业正在进行中。该课题研讨的一个首要方面就是在决议安稳的印刷窗口时面积比率的重要性。面积比率(area ratio)是开孔的横截面积除以开孔壁的面积。较早前的研讨标明,在决议安稳的工艺窗口时,面积比率供给了比模板宽度开孔削减法(stencil-wide aperture reduction methods),如纵横比(aspect ratio),高得多的精度。该研讨得出了大约0.6和更高的面积比能够堆积锡膏的体积很挨近开孔的整体积。
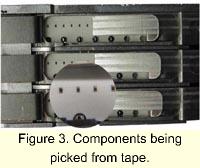
从进行中研讨的试验性丝印数据显现,0.005“的模板,0.49的面积比率的0.096 x 0.0104” 的焊盘,对第四类型的Sn/Pb锡膏的开释功能很差。但是,0.56面积比的0.0108“ x 0.0117” 的开口尺度供给比较好的锡膏量和开释功能。而现在很少有宣布的有关0201的丝印进程的数据,存在的东西都是含糊的,只说模板越薄越好,第四类锡膏(比第三类颗粒小)对锡膏开释的体现较好。但是,由于第四类比第三类更稀,运用第四类对印刷其它的SMT元件或许不可,由于材料塌落。该研讨是用来了解印刷参数、模板参数和锡膏有关变量的影响。用于丝印进程的变量在表二中列出。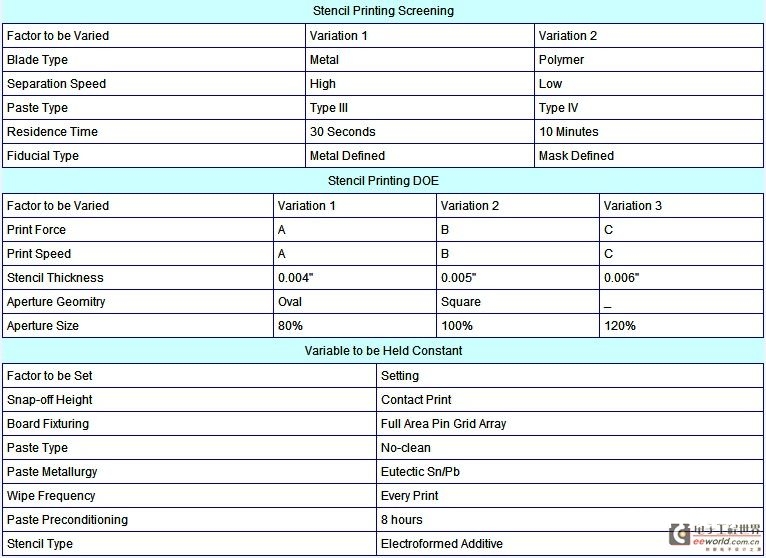
表二、DOE Variables for Screeening Study
了解和比较比如锡膏堆积量和焊锡结珠缺点的变量,要求许多贴装和重复进程。了解关于或许小如0.010“开口,锡膏怎么体现,在操控和施行0201印刷工艺时是很重要的。
贴装
在整个0201工艺中贴装能够认为是最重要的一环。由于贴装体系从供料体系汲取0201元件,视觉辨认和精确地贴装元件,在设定这个进程中有必要当心。基本上,0201贴装进程触及四个分隔的运作:
首要从送料器汲取元件。最常见的,0201无源元件包装在纸带上,8mm宽纸带上的凹坑装纳元件。图三具体地标明出元件是怎样从纸带汲取的。当设定汲取进程时,有必要留意到细节。由于0201仅仅自从1999年才作为SMT工艺的元件,出产元件和送料带的差错问题依然存在。尽管在带上好像包装得严密,在微米级,但是实践上恰当松懈。运用简直与元件相同大的吸嘴,误吸的时机或许高。由于这个理由,吸嘴一般制作得比元件略微大一点。
一旦汲取到元件,真空查看决议元件的存在或不存在。这是查看的一个重要方面,由于假如元件不存在,贴装头有必要处理掉无吸的0201或再汲取元件。汲取过错一般不直接影响实践的进程,但会影响总的处理时刻和产值。现时的研讨也评价了带与盘(tape-and-reel)、Surf tape和最终的散装盒(bulk-case)送料的差异。
一旦经过真空查看承认元件的存在,视觉体系将元件定位到电路板。高档的视觉体系可完结元件的外形丈量或辨认两个元件端。为了做到这一点,视觉体系决议是否元件附着在吸嘴上不正确或是否超出牢靠的元件与贴装所要求的公役。假如元件超出公役,则被抛弃。
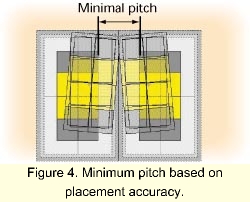
最终进程是将0201贴装到焊盘的焊锡内。尽管这个进程有必要快速完结,但也有必要精确,以确保元件彻底贴放在各个焊盘上。假如元件贴放不精确,比如石碑或相邻元件之间的锡桥等缺点时机戏曲性地添加。当考虑运用0201元件规划电路板的最小元件距离的时分,贴装体系的精度也应该考虑。图四标明在贴装精度的基础上,应该运用的最小距离。例如,假如贴装体系的精度为±45µm,那么应该设定大约90µm的最小距离。
贴装力与速度也是重要的贴装进程方面。由于每台机器都不同,有必要定出特性,确保速度够快以坚持焊锡不从锡膏砖溅起,运用的力不至于将元件过火压入锡膏。假如运用太大的力或太高的速度,会添加焊锡球或元件偏移的或许性。
贴装课题评价速度、力气和下降约束。一般,速度和力是依靠机器的,但对精度,焊锡熔湿与自我定位力等物理现象是不依靠机器的,因而渠道与渠道之间都是共同的。数据显现,假如运用较早前所提及的焊盘规划,长度方向的贴装偏移将比宽度方向的偏移答应更多的自我定位。长度方向过多的偏移发生比宽度方向更多的缺点。回流焊接之后的元件偏移是宽度方向偏移引起的较常见的缺点。
回流焊接
回流0201元件与回流略微较大的0402没有大的不同;但是有必要留意0201回流进程运用的温升率。用大的预热斜度处理0201元件或许添加石碑的时机。大于每分钟2°C的斜度或许引起元件一端的锡膏略微比另一端回流快。假如元件一边首要回流,不平衡力将作用在元件上,由于外表张力,在首要回流焊盘的方向上立起元件。
回流进程的另一方面是空气与氮气的运用。材料显现运用空气可削减大多数缺点4,5.由于焊锡在氮气中比在空气中熔湿较好,运用空气环境削减熔湿,答应时刻将元件两端熔湿更共同。研讨选用的变量如表三所示,在三个级别上参数的改变,以了解其对焊接点质量和其它进程有关缺点的影响。
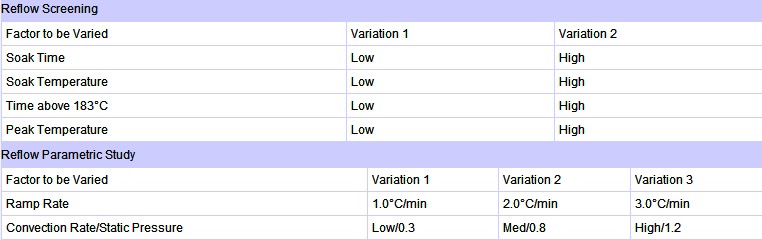
表三、Reflow DOE Variables
定论
彻底地了解0201进程是不或许的。在未来几年内,将会进行很多的研讨,带着了解一切或许的进程和规划要素的方针,来调查0201进程。由于每个进程单元有如此之甚的变量依靠于其它要素,很难找到一个满意一切或许的进程问题的答案。跟着SMT的前进,新的技能变革将要求经过研讨去找到工艺窗口和恰当的电路板规划。