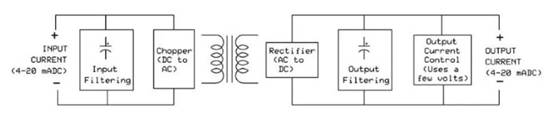
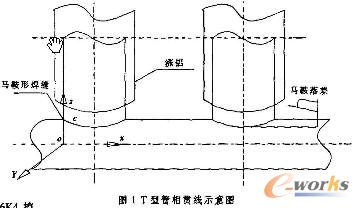
现在,在国内散热器T型管相贯线的焊接工艺上,多选用人工焊接办法。人工焊接存在焊接质量不安稳、出产功率低一级缺陷,因而,规划一种能主动完结T型管相贯线焊接的主动焊接机数控体系有很高的经济效益和社会效益。可是,散热器多T型管相贯线的焊接,存在焊接空间曲线杂乱、在焊接进程中需求避障等问题,其模型(又称为马鞍形曲线)如图1所示。为了进步出产功率、下降人力本钱的开销,要求当被焊件装上工件运送台后,焊接机主动完结T型管相贯线的焊接,无需人工干预。针对这种特别的运用需求,本文规划了一种依据PC机和6K4操控器的开放式双焊枪主动焊接机数控体系。

1 主动焊接机硬件构成
要完结对T型管相贯线的焊接,除了要求焊枪具有平动功用,即焊枪的端瞄方位在答应的差错范围内准确盯梢相贯线焊缝外,还要求焊枪具有摇摆的功用,保证焊枪轴线在焊接进程中一直与相贯线焊缝的切线方向坚持必定视点。一起,在实践散热器T型管相贯线的焊接中,还存在以下问题:
(1)因为要进行多T型管相贯线的接连焊接,管与管之间的空间有限,单焊枪难以对T型管相贯线1次彻底施焊,而选用分段分时焊接办法会因为温度散布不均发生较大的受热变形,严重影响工件的质量。
(2)因为在焊接进程中又存在铝翼等妨碍,为防止发生焊枪头滚动时与铝翼发生干与,对焊枪枪头在笔直平面(XOZ平面)的昂首度也提出了要求。
针对这些问题,在该焊接数控体系的规划上采取了以下办法:
(1)选用双焊枪对焊的办法。操控两把焊枪一起相向运动,对相贯线进行1次性的彻底焊接,每把焊枪只需完结半个T型管相贯线的焊接。
(2)运用6K4多轴运动操控器的1个电机驱动接口的输出脉冲操控两把焊枪同步运动。实时调整两把焊枪相对焊接作业区域的歪斜视点,以保证杰出的焊接质量。
(3)操控焊枪运动的步进电机动力轴输出端经过固定孔为圆弧状且60°可调的圆盘法兰和焊枪固定在一起,从而使焊枪在Z轴方向上昂首度在60°范围内可调,便运用户进行调理,在焊接进程中避开铝翼妨碍。
(4)焊接前,对焊枪头进行调整,使焊丝端瞄方位(即焊丝轴线的延长线与工件外表的交点,以下简称焊枪头部)其在焊接进程中一直处在焊枪的反转中心线上。消除在焊接运动进程中因焊枪头部不在焊枪的反转中心线上所形成的焊接质量问题。
可是在焊枪长度固定且要进行双焊枪一起焊接的情况下,一般需求五轴操控器才干完结。而在本焊接机的规划中,规划了一种新式的操控结构:选用了6K4四轴运动操控器,其间三轴完结X、Y、Z 3个方向上的插补,完结焊接曲线的拟合。一起为完结焊枪在焊接进程中实时摇摆,运用6K4操控器的1个输出轴来一起操控两把焊枪(焊枪操控选用步进驱动体系),在保证经济性的一起,又保证了双焊枪摇摆的同步性,进步了焊接精度。
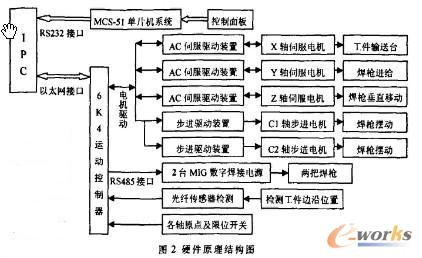
该数控体系选用2级操控,上位机选用工业操控计算机(IPC),下位机选用6K4多轴运动操控器和MCS-51单片机体系并行运转的形式。整个焊接数控体系由5个轴组成。机床坐标系的树立如图1所示,别离是操控工件运送台移动的X轴,操控焊枪进给运动的Y轴,操控焊枪笔直移动的Z轴,以及操控双焊枪摇摆的C轴。其间C轴细分为C1轴和C2轴,用来别离操控2个焊枪的摇摆。其硬件结构原理图如图2所示。
工控机选用的是华北工控的型号为RWS-856A的工控一体化机。RWS-856A是专门为工业主动化运用环境规划的,装备有高性能的操控运算渠道、低功耗的高性能工业主板、15英寸高亮带电阻式接触面板的液晶显现屏,首要用来完结体系的办理功用及人机交互功用,如可完结图形显现、焊接参数设置、在线调试、数字焊机参数显现等。
操控器选用parker公司出产的6K4四轴运动操控器。6k4是一个结构独立的运动操控器,它能够操控1~4个轴的步进电机和伺服器的恣意组合。别的,它还供给了8路限位开关(每轴2路)输入、4路原点开关(每轴1路)输入、4路通用数字量输出接口、8路通用数字量输入接口,RS232、RS485和以太网接口RJ45 3种通讯接口以及容量达300 KB的程序存储器[4]。在本研讨中,运用6K4操控器的1个电机驱动端口一起驱动2套步进驱动体系。2个步进电机细分驱动器脉冲输入端CP、方向信号输入端CW别离与操控器的DRIVES端口的脉冲信号端STEP和方向信号端DIRECTION相连,在保证体系经济性的一起,使2个步进电机在低速情况下具有较高的运动同步性。
动力体系选用沟通伺服体系(X、Y、Z)和步进驱动体系(C1和C2)。沟通伺服体系是由沟通伺服放大器、沟通伺服电机和光电编码器组成的闭环操控体系,操控精度较高。因而,进行T型管相贯线轨道拟合的X、Y、Z三轴选用安川的沟通伺服体系,以保证空间曲线的准确拟合。而旋转轴是为了保证杰出的焊接质量,为焊接工艺的要求所增加的,它只需操控焊枪在运动进程中做方位跟从运动。所以操控精度要求不高,又考虑到操控本钱的要求,选用了由23H280-01EA型的混合式步进电机和AKS230型的细分驱动器构成的步进驱动体系。
传感器挑选的是KEYENCE公司的光纤传感器,其主模块为FS-V31, 缆线NPN输出,呼应时刻193 μs~16.7 ms。为了进步焊接功率,焊接进程选用变速操控办法,并由光纤传感器检测焊接工件的立管边缘,以确认工件是否抵达焊接作业区域。在工件没有运动到焊接作业区域时,运送台带动焊接件高速运转。当抵达作业区域,装置在焊枪座上的光纤传感器检测到焊接工件的立管边缘时(即横管和立管的T型相贯线的起焊点方位),运送台带动焊接件履行低速注册运动,以补偿传感器检测方位和焊枪头部方位之间在X轴方向上所存在的方位误差,保证在焊机开始起弧焊接时焊枪头部坐落T型相贯线的起焊点方位。
焊接电源选用Pulse MIG-350Y/YL型的逆变式脉冲弧焊电源。它是一种运用Ar、CO2或许混合气体进行维护半主动数字化电焊电源。本体系运用混合气体进行MIG焊接。熔化极气体维护焊(MIG)的首要长处是能够便利地进行各种方位的焊接,一起也具有焊接速度较快、熔敷率高级长处,因而合适用于主动化焊接。别的,该焊接电源供给了RS485通讯端口,便利6K4操控器对其进行直接操控,而无需人工操作。
2 主动焊接机软件规划
整个操控体系软件首要由三大模块组成:上位机IPC办理模块、通讯模块、下位机操控模块。其间,上位机IPC的运用软件的首要使命是作为整个操控体系的后台办理模块,完结一些实时性不强的使命和一些多使命和谐方面的作业。而关于各轴伺服插补运算、方位跟从、脉冲输出操控、I/O点的检测、体系的次序上电、操控状况显现等实时性较强的使命,则由下位机6K4四轴运动操控器和MCS-51单片机体系来完结,其软件结构如图3所示。
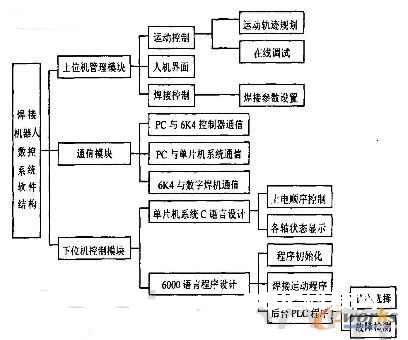
图3 软件结构
2.1 上位机运用程序规划
上位机运用程序的首要作用是将数控体系的操作界面展现在屏幕上便运用户的操作,这是数控体系开发很重要的一部分。本研讨运用Visual Basic 6.0可视化开发东西开发了主动焊接机人机界面。在数控体系作业时,用户只需输入简略的几个参数,就能够主动完结散热器T型管相贯线的焊接。这大大减轻了操作人员的劳动强度,进步了作业功率。上位机运用程序主界面如图4所示。
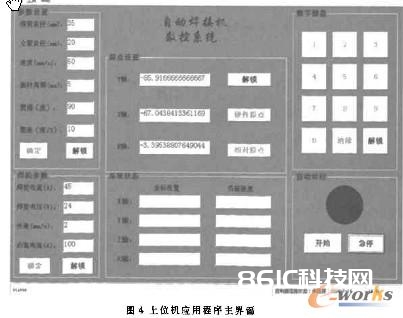
经过对主动焊接机硬件体系和用户需求的剖析,体系上位机运用程序首要包含以下几个模块:体系初始化、参数设置与显现、点位数据库生成及下载、原点设置、体系状况显现等模块。
(1)体系初始化:该模块首要为用户供给一个交互性好的人机界面。在这个界面中,用户能够便利地进行各种操作。数控体系运转时,首要运转此模块,完结用户登录、树立上位机与6K4运动操控器的衔接,对有关指示器设置相应的作业状况等作业。
(2)参数设置与显现:针对散热器T型管相贯线数学模型的生成及焊接点位数据库生成所需的各种参数,设置了如下人机接口:横管直径、立管直径、焊接运动线速度、插补周期、两把焊枪的摆角及摇摆速度。用户能够经过数字软键盘和带接触屏的工控一体化机来便利地设置各种参数。在本模块中,选用直线插补办法对焊接曲线进行直线段拟合,完结上位机的对曲线的粗插补,并生成相应的焊接点位数据库,将其下载到6K4运动操控器中,以供运动程序调用。别的,在该模块中,还设置了焊接电源参数显现界面。上位机体系接纳来自6K4操控器的相关参数数据,如焊接电流、焊接电压、送丝速度、起弧电流等。
(3)点位数据库生成及下载:在菜单栏中的东西选项下能够翻开这个子菜单。点击生成按钮,程序会主动生成焊接所需的各轴的焊接点位数据库,并在屏幕上显现出来。然后点击下载按钮,则可将生成的点位数据库下载到6K4操控器中,当下载完结时,提示用户下载成功,能够回来主界面,完结下一步作业。
(4)原点设置模块:经过机床面板上的手动操控按钮,别离对Y轴、Z轴、C轴坐标方位进行手动设置,使两把焊枪均抵达焊接起弧方位,并经过机床面板上的确认按钮保存当时设定的焊枪在焊接起弧方位时各轴的相对坐标原点,以便利工件的接连主动焊接。硬件原点按钮是使焊枪回到由各轴正负限位开关及原位开关(由挨近开关组成)决议的硬件装置原点方位。
(5)体系状况显现:经过以太网接口,上位机体系能够经过API函数拜访6K4运动操控器,读取各轴的当时坐标方位和运动速度,并在界面上进行实时显现。
2.2 下位机运动程序规划
T型管相贯线的粗插补由上位机完结,精插补及各轴联动操控由运动操控器6K4来完结。6K系列多轴运动操控器是树立在Compumotor的6000编程言语牢靠渠道之上的一款高性能多轴操控器,其特色是:电子凸轮,多使命处理,PLC扫描形式,可编程限位开关(PLS)功用,仿形和教育形式等。并且6000言语具有与Basic言语类似的结构,简略易用。在本体系软件规划中,6000言语运动程序首要功用是调用焊接点位数据库中的数据,并进行焊接曲线的精插补,以完结散热器T型管相贯线的准确拟合。一起,操控两把焊枪在运动进程中做方位跟从运动,跟从X轴做相应的摇摆,以实时坚持焊枪相对YOZ平面的合理夹角。其间,两把焊枪是由C轴脉冲来操控的。其主程序流程图如图5所示。

本文依据PC机和6K4运动操控器规划了用于散热器T型管相贯线焊接的主动焊接机数控体系。在硬件体系规划上,选用了 “PC+多轴操控器”的典型操控结构,并针对主动焊接机共同的双焊枪结构,提出了一种新式的经济型操控结构:两套步进驱动体系选用并联办法与6K4运动操控器的1个电机驱动端口相连,由它宣布的同一组驱动脉冲驱动;在软件规划上,依据用户需求及人机交互的特色,选用Visual Basic 6.0 规划了该数控体系的人机界面。实践运转证明,该主动焊接机数控体系运转安稳、牢靠,较好地满意了用户的规划需求。